The following test methods are used to help establish/provide basic information, which can be useful in determining the current condition of the applied paint system and also help with advice for preparation and painting.
- Testing for Dirt and Oil Contamination
- Testing for Surface Chalking or Colour Fade
- Surface Cleaning
- Solvent Testing for Paint Type
- Paint Adhesion
- Concrete Slab Dry Test – Plastic Sheet
- Testing for a Concrete Curing Agent
Use caution with regard to your safety when using sharp knives and solvents and also use caution in determining the results gained from the actual testing, as it is only a basic guide.
Test 1 – Testing for Dirt and Oil Contamination
Aim: Establish the presence of dirts, greases, oil contamination.
Equipment Needed:
- Cotton wool pad / white cotton fabric pad
- Diluted detergent solution*
* Use Resene Paint Prep & Housewash (diluted as per label instructions)
Procedure:
Rub one spot back and forth on the surface 10 times with a dry cotton pad.
Interpretation:
Black marks on cotton pad indicate dirts or oils etc. present. If test is positive, then clean the area with detergent, rinse with clean water, dry and the repeat test to see if surface contamination is removed.
Test 2 – Testing for Surface Chalk or Colour Fade
Aim: To establish presence of surface chalking of paint.
Equipment Needed:
Procedure:
Rub one spot back and forth 10 times with the black cloth.
Interpretation:
White deposit on the cloth indicates surface chalk.
Experience will enable you to differentiate between a light or heavily chalked surface.
Alkyd or epoxy based paint coatings subject to exterior exposure are highly likely to give a positive test for chalking.
If no residue removed (seen on the cloth) then it is Colour Fade.
Test 3 – Surface Cleaning
Aim: To clean the surface before carrying out additional testing.
Equipment Needed:
- Diluted detergent solution*
- Fresh water
- Dry cloth
- Scrubbing brush
* Use Resene Paint Prep & Housewash (diluted as per label instructions)
Procedure:
Wet surface with detergent. Scrub surface with brush and then rinse with clean water. Wipe dry with rag.
Test 4 – Solvent Testing for Paint Type
Aim: Use of solvents to differentiate generic paint types.
Equipment Needed:
- Safety glasses and gloves (solvent resistant)
- Black rag (existing light colour)
- White rag (existing dark colour)
- Methylated spirits
- Xylol (Xylene)
- MEK (Methyl Ethyl Ketone)
- Turps (mineral turpentine)
Procedure:
Wear safety glasses and gloves.
Clean test area by using Test 3 procedure – Cleaning Surface. Check for surface chalk using Test 2, if positive then clean until a negative result is achieved.
Moisten an area of the test cloth, size of say a 50 cent piece with the test solvent. Hold moistened cloth onto test area for 30 seconds, and then rub. Check cloth to see if paint has been dissolved by solvent. Immediately after removing cloth, rub the test area with your finger to determine if the paint film is soft or sticky.
NOTE: Ensure the rag remains wet at all times with solvent during the test.
Place test rag either in an outside bin or a sealed container for safe disposal later.
Interpretation
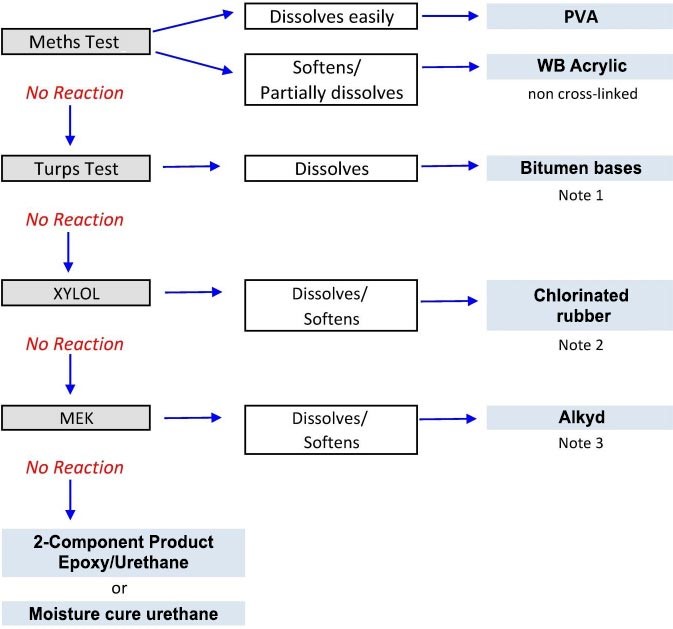
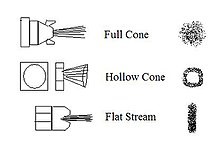
Note 1: Solventborne Clear Glaze (F10 Glaze), Cyclised rubber and Pliolite Coatings will also soften and dissolve.
Note 2: Acrylic based coatings are readily dissolved.
Note 3: Vinyls are also soluble and will dissolve. Fully cross-linked (well cured) waterborne enamels e.g. Enamacryl, Lustacryl and SpaceCote may suffer gloss loss and some pigment transfer but generally don’t dissolve.
The degree of reaction not only varies with paint type (resin system) but also gloss level and colour. The higher the gloss level the more resistant the paint may be to the solvents being used. With strong colours (high levels of colorant) there may be a degree of pigment transfer which may make interpretation of softening/dissolution reaction more difficult.
Test 5 – Paint Adhesion
Aim: To establish the adhesion properties of the paint, be that to the substrate or to other layers within the coating system.
Equipment Needed:
- Sharp knife (snap off blade type)
- Wooden stick (cutting guide)
- Adhesion tape (Tesafix 4970 Tape or similar*)
- Cleaning solution
- Fresh water
- Clean rag
* Available on request from the Resene R&D Lab
Procedure:
Wear safety glasses and gloves.
Clean test area by using Test 3 procedure – Cleaning Surface. Check for surface chalk using Test 2, if positive then clean until a negative result is achieved.
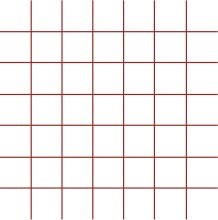
Using the Sharp Knife and wooden stick as a guide, cut 6 vertical lines approximately 3mm apart, then repeat the same 6 cuts horizontally across the vertical cuts already made (see below diagram).
Place adhesion test tape over the grid area and rub down with curved blunt end of knife or stick. Leave the tape fixed to the surface for 90 seconds and then pull off at a consistent medium speed at a 45° angle.
Note/s:
Fold over one end of the tape to make a pull tab before placing tape onto the grid. Do not touch the sticky side of the tape before placing it onto the grid. Repeat the procedure at a few different sites.
Interpretation:
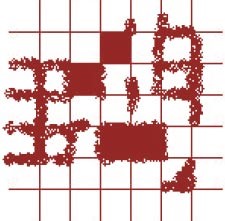
Poor adhesion of the paint system or layers within it is seen when there is heavy paint removal along the edges of the cuts or when squares have been detached.
Attempt to establish the failure point i.e. If the substrate is exposed then failure is at the base of the paint system (substrate adhesion failure) and the recommendation would call for total removal back to bare substrate before painting.
If a failure within the paint layer (inter-coat adhesion failure), then where, i.e. at what colour is exposed and what colour is on the back of the removed paint?
A measure of the extent of failure can be calculated using the following equation:

* each square = 4% of the total surface area so 1/2 a flaked square = 0.5
e.g. In the above example you have 4 Squares failed, but you also have edge damage to 4 additional squares, with say 0.25 (1%) each and you also have one square with half missing so say 0.5 (2%)
... so 4 x 4 = 16% area + 4 x 1 = 4% area + 1 x 2 = 2% area = 22% area failure
... or using the equation 4 squares + 4 x 1/4 squares + 1/2 square =
5 1/2 x 100 / 25 = 22
so a adhesion failure of 22% of the area
Note: Take a photo of the adhesion test to keep for your records or to use when consulting others for a second opinion.
Test 6 – Concrete Slab Dry Test – Plastic Sheet
Aim: To establish if concrete floor is dry enough to be painted.
Equipment Needed:
- Plastic sheet 45 x 45cm
- Sealing tape (Duct tape)
Procedure:
Sweep test area to remove all loose surface contaminant/dirt and ensure a clear surface.
Lay the sheet down and then seal the edges to the floor by using the tape. Ensure a good seal and then leave for at least 16 hours before then checking on the underside of the plastic sheet for moisture/water droplets or misting.
Interpretation
If no moisture present after 16 hours then proceed with floor preparation and painting.
If moisture is present, then allow more time for the concrete slab to dry out, then repeat test.
Note: Optimally new concrete slabs should be left for at least 30 days to cure and start to “dry out” before painting.
Refer to the CONCRETE BASICS – A Guide to Concrete Practice booklet for more information.
Test 7 – Testing for a Concrete Curing Agent
Aim: To determine if the concrete slab has an applied curing membrane.
Equipment Needed:
Procedure: Sweep test area to remove all loose surface contaminants/dirt and ensure a clear surface.
Splash the water onto the concrete.
Interpretation
If the water is immediately absorbed and the concrete darkens then there is no curing membrane present.
If not then preparation by diamond grinding must be undertaken to remove the membrane. Grinding must achieve a uniform surface texture similar to 180 grit sandpaper.